
TECH Stereolithography (SLA)
Come funziona il processo
La stereolitografia è una tra le tecniche più diffuse di stampa 3D e Prototipazione Rapida.
Anche con questa tecnica il modello viene realizzato per sovrapposizione di piani.
Il materiale utilizzato è una resina epossidica allo stato liquido, solidificata strato dopo strato per mezzo di un raggio laser.
Utilizzando un appropriato programma CAD, al file 3D vengono aggiunti dei sostegni e si procede alla suddivisione in una serie di sezioni 2D.
Il processo vero e proprio avviene all'interno di una vasca di resina liquida che viene colpita da un raggio laser ad ultravioletti. Ogni sezione viene disegnata individualmente sulla superficie della resina liquida fotosensibile.
La resina si solidifica con l'esposizione alla luce UV (processo di polimerizzazione).
Ad ogni strato successivo, la piattaforma della macchina si abbassa all'interno della vasca.
Per evitare che il modello collassi all'interno della vasca, vengono costruiti dei supporti che vengono realizzati con lo stesso procedimento e nello stesso momento in cui viene creato il modello.
Per ragioni di tempo di polimerizzazione il laser non può solidificare integralmente la sezione, ma si limita al suo profilo ed ad un certo numero di linee che congiungono il perimetro interno con quello esterno.
Al termine di questa fase, il particolare (green part) è solidificato all'esterno ma non completamente all'interno (red part).
Il post-trattamento consente di completare il processo di polimerizzazione. Quest’ultimo consiste nell’esposizione del modello ad una lampada ad ultravioletti.
La durata di questo processo è in funzione delle dimensioni del prototipo.
Completato il post-trattamento si provvede all’asportazione dei supporti e alla finitura del pezzo.
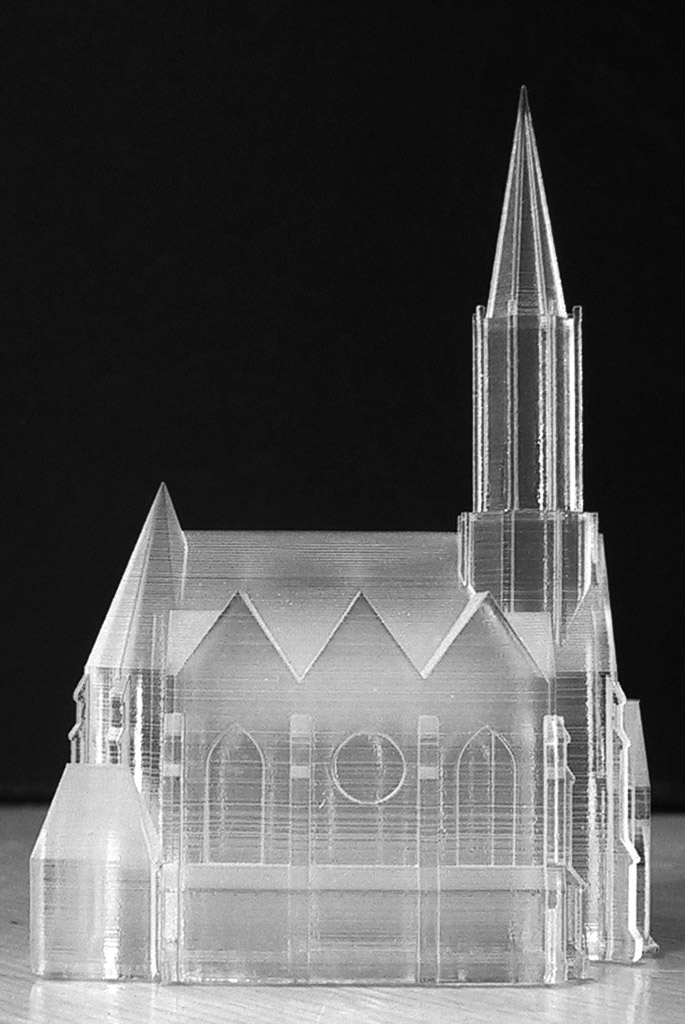
Il risultato sarà un modello solido in resina traslucida o bianca a seconda delle applicazioni finali con una tolleranza di 0.1 mm dal modello CAD.
I pezzi possono essere utilizzati per effettuare controlli di forma, funzionalità del progetto e come campione per processi di lavorazione secondari per piccole produzioni di parti in plastica o metallo.
Materiali disponibili
WATERSHADE XC 11122
Fotopolimero liquido a bassa viscosità che produce particolari robusti e resistenti all'acqua con proprietà simili ad ABS
Risultato visivo del modello: trasparente ottico, praticamente incolore
Strato di costruzione (spessore dei layer): 0,125 mm [Min. - 0,05 mm (0.002 in); Max - 0,15 mm (0.006 in)]
Spessore minimo accettabile pareti del modello: ≥ 0,5 mm
Volume massimo di costruzione XYZ: 500x500x450h mm
Superando tali dimensioni si procede alla scomposizione in parti ed al successivo assemblaggio
Applicazioni tipiche. L'utilizzo di questo materiale risulta ideale per applicazioni automotive, medical e consumer electronics, quali: Lenti/ Packaging/ Analisi dei flussi/ Test aerodinamici/ Modelli per stampi/ Modelli concettuali duraturi/ Particolari con dettagli molto precisi/ Progetti di stile/ Verifiche di assemblaggio
Caratteristiche: Aspetto e consistenza dell'ABS, resistenza all'acqua, straordinaria risoluzione dei dettagli e precisione.
Vantaggi: Semi trasparenza del materiale che consente la vista interna degli oggetti realizzati.
ACCURA 25
Proprietà e aspetto del polipropilene ed elevata flessibilità con ottimo mantenimento di forma.
Risultato visivo del modello: bianco
Strato di costruzione (spessore dei layer): 0,125 mm [Min. - 0,05 mm (0.002 in); Max - 0,15 mm (0.006 in)]
Spessore minimo accettabile pareti del modello: ≥ 0,5 mm
Volume massimo di costruzione XYZ: 350x350x380h mm
Superando tali dimensioni si procede alla scomposizione in parti ed al successivo assemblaggio.
Applicazioni tipiche. Componenti funzionali e mock-ups per: elementi di stile per auto (finiture, plancie ed altre componenti), componenti elettronici, giocattoli, componenti a scatto/ Modelli per repliche siliconiche/ Alternativa alla lavorazione CNC per produrre piccoli lotti di pezzi in polipropilene/ Simulazione di elementi stampati ad iniezione/ Modelli concettuali e marketing/ Particolari con dettagli molto precisi/ Verifiche di assemblaggio
Caratteristiche. Aspetto e consistenza del polipropilene stampato/ Elevata flessibilità con ottimo mantenimento di forma/ Straordinaria risoluzione dei dettagli e precisione/ Elevata velocità di produzione/ Stili di costruzione sviluppati e collaudati
Vantaggi. Maggiori opportunità di mercato per i modelli/ Prototipi funzionali affidabili e robusti/ Adatto come master in processi di replica
NANOTOOL
Materiale composito di grande robustezza, rigidità e resistente alle alte temperature. Questo materiale di terza generazione è denso di nanoparticelle non cristalline che permettono una lavorazione più rapida. In confronto ad altri materiali compositi per stereolitografia, presenta una qualità superiore nelle pareti laterali e una eccellente risoluzione dei dettagli.
Risultato visivo del modello: bianco crema con superfici lisce.
Strato di costruzione (spessore dei layer): 0,125 mm [Min. - 0,05 mm (0.002 in); Max - 0,15 mm (0.006 in)]
Spessore minimo accettabile pareti del modello: ≥ 0,5 mm
Volume massimo di costruzione XYZ: 250x250x260h mm
Superando tali dimensioni si procede alla scomposizione in parti ed al successivo assemblaggio.
Applicazioni tipiche. Prototipi che si prestano per il rivestimento metallico/ Parti robuste e rigide per esposizione ad alte temperature/ Test aerodinamici / gallerie del vento aerospace, automotive/ Stampi per iniezione/ Particolari con dettagli molto precisi/ Progetti di stile/ Verifiche di assemblaggio
Caratteristiche. Grande robustezza e rigidità/ Resistenza alle alte temperature utilizzando macchine per stereolitografia convenzionali/ Elevata velocità di produzione e precisione/ Qualità superiore nelle pareti laterali/ Eccellente risoluzione dei dettagli
Media Gallery